
供应【球墨铸铁管】【插盘短管】-乙管

- 潍坊亚西亚新型建材有限公司
- 联系人:李文娟
- 电话:15605369719
- 手机:86-0536-8536302
- 传真:86-0536-8536302
- 地址:高新技术开发区卧龙东街甲七号
【球墨铸铁管高铬铸铁的热处理】
由于高铬制品其铸态硬度较高, 为改善工件的机械加工性能, 所有毛坯必须进行必要的软化退火处理。
具体工艺1 , 以壁厚不超过100mm且外形较复杂铸件为例) 如下。首先将需处理工件在室温下装入热处理炉, 然后随炉缓慢升温至400 ℃ 左右进行保温1 ~2h, 随后将炉温升至600 ℃再进行保温1 ~2h, 之后以不超过150 ℃/ h的温升速度, 将炉温快速升至950 ℃后进行2 ~3h 的保温, 而后停止加热, 待炉温自然降至820 ℃ 左右, 此后可控制电炉以10 ~15 ℃/ h 的温降速度将炉温降至700 ~720 ℃, 并在此温度保温4 ~6h ( 工件越厚其保温时间应越长) 后停炉, 工件可视情况随炉冷却或出炉置于静止的空气中冷却至室温( 以获得珠光体基体, 满足性能要求, 便于切削加工) 。
球墨铸铁管高铬铸铁具体生产中, 若所处理工件形状较为简单, 也可采用较快速的退火工艺, 即在温升至950 ℃并保温3h 后停炉, 之后可随炉冷却至400 ℃ 左右, 然后打开炉门, 继续冷却至300 ℃以下, 工件即可出炉空冷。
球墨铸铁管高铬铸铁工件退火后可进行机械加工, 由于高铬白口铸铁在淬火过程中尺寸变化比铸钢和灰铸铁小的多, 一般无须矫正尺寸, 对于按工艺要求需磨削加工的工件所留磨削量也可很小
【插盘短管】-乙管
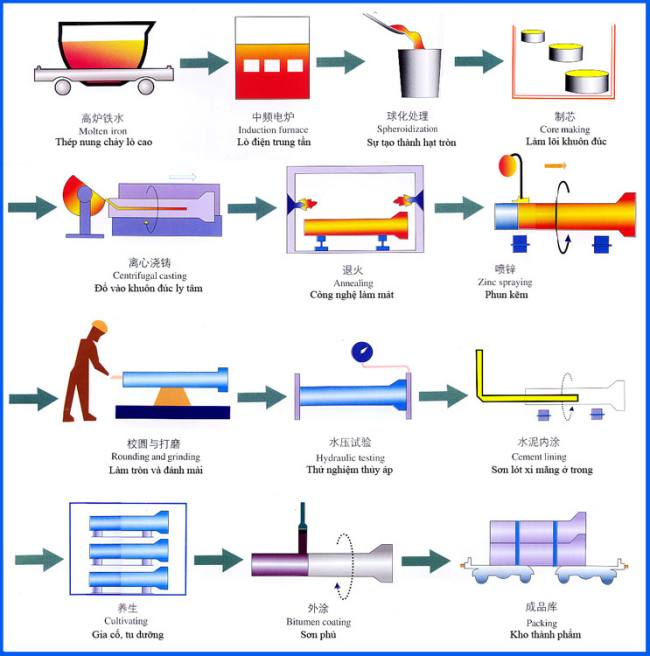
主要用于承插口盘的变接,管件铸造工艺同管件铸造工艺类似,管件内壁无毛刺,管件内壁内衬水泥,环保无污染,机械性能好,管件出厂均经过严格的打压检测。
按照壁厚或承压能力球铁管分为K8,K9,K10,K11,K12四级,凡合同中不注明者按K9供货。球墨铸铁管除具备了灰口铸铁管所有的如抗腐蚀,易加工等优点之外,还具有很好的延伸率,而且管壁厚度只有灰口铸铁管的2/3,因此可大量节省钢铁。目前在美国,日本,法国,德国等国家都大量采用球墨铸铁管。
球墨铸铁管均采用柔性接口。在我国国家标准规定了退火离心铸造输水用球墨铸铁直管,管件,胶圈等的技术要求,我国生产的球墨铸铁管产品都必须符合现行国家标准。
【球墨铸铁管】【插盘短管】-乙管商品信息
山东 潍坊 潍坊市 潍坊亚西亚新型建材有限公司 http://yxypipe.bmlink.com【球墨铸铁管】【插盘短管】-乙管产品概况
其他管件:NULL
潍坊亚西亚新型建材有限公司为您提供:供应【球墨铸铁管】【插盘短管】-乙管,供应【球墨铸铁管】【插盘短管】-乙管规格,批发供应【球墨铸铁管】【插盘短管】-乙管,供应【球墨铸铁管】【插盘短管】-乙管使用方法,供应【球墨铸铁管】【插盘短管】-乙管注意事项,供应【球墨铸铁管】【插盘短管】-乙管产品说明等相关信息,欢迎您的咨询和查看。
相关产品
-

价格: 10.00元/米
-

价格: 电议
-
价格: 电议
-

价格: 电议
-

价格: 电议
-

黑龙江钢带增强波纹管 钢带管 双壁波纹管生产厂家报价价格最低
价格: 电议
-

价格: 3650.00元/只
-

价格: 100.00元/只